|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Fluxuri utilizate la sudarea automata si semiautomata
1. Pregatirea fluxurilor

Cutie umpluta cu amestecul de flux si carbid, legata printr- un tub de cauciuc cu diametrul de 5 mm si lungimea de circa 900 mm, de un alt vas- de preferinta de sticla, umplut cu ulei
Formarea cordonului la sudarea semiautomata si automata
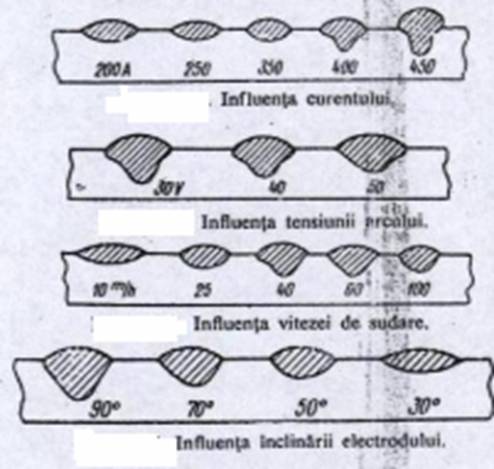
Fig.1. Influenta curentului
Fig.2. Influenta tensiunii arcului
Fig.3. Influenta vitezei de sudare
Fig.4. Influenta inclinarii electrodului
Fig.5. Influenta inclinarii piesei:
a. sudare in sus
b. sudare in jos

Sudarea automata cap la cap , fara prelucrarea muchiilor
Cusaturi cu calitati ridicate, sudate pe ambele parti, printr- o singura trecere, folosind suporturi care sa usureze formarea cordonului de sudura

Stand magnetic (stend magnetic)

Sudarea automata sub flux pe un plan vertical
Formarea fortata a cusaturii:
capul de sudura
sarma electrodului
flux
cusatura sudata
cordonul de sudura
disc de cupru

Formarea cusaturii prin racire artificiala:
sarma electrodului
flux topit
baia de sudura
cusatura sudata
forma racita
zgura

Prelucrarea metalului de baza la sudarea automata
Fig.1. Sudarea automata a tablelor de grosimi s = (4 ÷ 14) mm, printr- o
singura trecere
Fig.2. Sudarea automata a tablelor de grosimi s = (6 ÷ 16) mm, cu
aplicarea- in prealabil, a unui cordon sudat manual
Fig.3. Sudarea automata a tablelor de grosimi s = (6 ÷ 22) mm, fara
prelucrare


Fig.4. Sudarea tablelor de grosimi s = (10 ÷ 22) mm, sudarea
executandu- se printr- un cordon manual- depus initial, dupa care
se aplica cordonul sudat automat
Fig.5. Sudarea tablelor de grosimi s = (14 ÷ 30) mm, cu executarea
unui cordon sudat automat pe fiecare parte

Fig.6. Sudarea automata a tablelor de grosimi s = (16 ÷ 40) mm, cu
prelucrarea in K, cu unghiuri diferite, α si α 1 = (40 ÷ 30)s si cu
tesire de adancimi diferite, h si h 1 = (6 ÷ 16) mm; sudarea se
executa prin cate un cordon automat aplicat pe fiecare parte
Sudarea automata a tablelor cu grosimi s > 30 mm, cu
prelucrarea prealabila a muchiilor in X si U, executandu- se prin
mai multe treceri
Fig.7. Sudarea automata a tablelor de grosimi s = (30 ÷ 60) mm, cu
prelucrarea in X, cu unghiuri diferite, α si α 1 = (35 ÷ 25)s si cu
tesire de adancimi diferite, h si h 1 = (6 ÷ 16) mm; sudarea se
executa din cate 2- 3 straturi pe fiecare parte, la 1100 A
Fig.8. Sudarea automata a tablelor de grosimi s = (30 ÷ 60) mm, cu
prelucrarea in U, sub un unghi α = (12 ÷ 10)s ; in prealabil, se
executa o sudare manuala pe partea opusa, cu inaltimea de circa 15
mm, marginile fiind tesite sub un unghi de 90 ; adancimea de
prelucrare este h = (6 ÷ 8) mm


Sudarea de colt
Fig.1. Pozitie verticala pentru sudarea tablelor cu grosimi pana la 15 mm
Fig.2. Cusaturi cu dimensiuni mai mari h = K = (5 ÷ 24) mm, sudarea
tablelor facandu- se in pozitie inclinata; sudarea se poate executa
printr- un singur strat, la (650 ÷ 1250) A, sau din doua treceri, la
( ÷ 1000) A


Formarea- in metalul de baza, aderent la cusatura sudata, a zonei de influenta termica ( ZIT )







![]()














Copyright © 2026 - Toate drepturile rezervate