|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
ASAMBLARI PRIN SUDARE
Sudarea este operatia de realizare a asamblurilor nedemontabile intre piese metal sau prin diferite procedee (incalzire locala) presiune soc sau comb cu sau fara folosirea unui material de adios similar cu al pieselor de asamblat .Prin sudare se realizeaza o legatura la nivel atomic intre piesele asamblate ,sudura fiind formata din materia de baza al pieselor cu sau fara material de adios ,toate aflate in stare lichida (topite) .
Sudabilitatea unui material reprezinta capacitatea acestuia de a se suda in bune conditi fara aparitia defectelor (det neomogenitatii ,fisuri, pori,incluziuni,etc.) printr-un procedeu de uzura uzual.Sudabilitatea metalelor si aliajelor le imparte in 4 categori :perfect sudabile,satisfacator sudabile ,limitat sudabile ,rau sudabile ; de ex.la oteluri sudabile scade cu cresterea procentului de carbon depinzand si de natura si procentul elementului de aliere ; astfel O.L.C obisnuite e perfec sudabila prin orice procedeu.
Sudurile directe se realizeaza prin incalzire locala si presiune.
Sudurile indirecte se obtin prin incalzire locala cu folosirea unui metal de adaos,similar cu al pieselor de sudat .
Sudarea se foloseste atat pentru confectionarea pieselor noi cat si pentru executarea reparatiilor.
Principalele procedee de sudare sunt:
1-cu arc electric (cu electrod fuzibil cu sau fara mediu protector de gaze,strat de flux,cu plasma)
2-electrica prin presiune (in puncte ,in relief ,in linie)
3- cu flacara de gaze (cu flacara oxi-gaz si )
4- neelectrica prin presiune ( cu ultra sunete ,prin forjare, cu energie mecanica mare,prin presare la rece)
5- ale procedee de sudare (cu termit ,cu electrozi in bare de,prin inductie, prin percutie ,cu fascicol de electrod ,etc.)
Rezistentele admisibile ale imbinarilor sudate depind de :rezistenta mecanica admisibila a mat de baza si de adaos(de procdeul de sudare ,de pozitia formarii cordonului de sudare,pozitia orizontala e cea mai avantajoasa) de tratamentele termice si mecanice ulterioare.De aceea in calcule se micsoreaza efortul unitar admisibil al cordonului de sudura si tipul solicitari .
σsa= Φeσa
σsa-efort unitar al suduri (val de calc)
Φe-coeficient de reducere subun
σa efort unitar al mat pieselor
Tipuri de sudura obtinut eprin topire :
1-cap la cap-putand fi fara pregatire(materiale capetelor)
-cu pregatirea capetelor
(in U,1/2U, Y,1/2Y,U; ½ U.2U.K)
2-de colt care poate fi in unghi,pe muchie (pe o parte , bilaterala , adancime ) si prin suport (transversale ,laterale,inclinate ,combinate,cu eclise)
Tipuri de rosturi
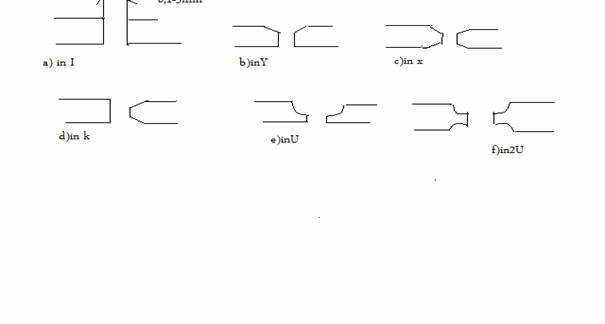
Tipuri de suduri:
a) in y cap la cap
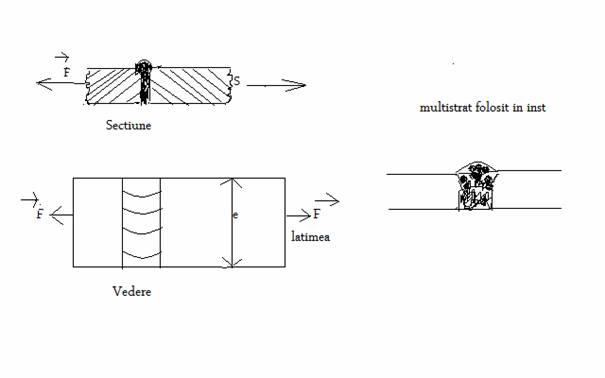
b) colti prin suprapunere cu eclise

Defectele sudurilor se depisteaza prin:-control vizual ,cu ultrasunete ,cu raze x, cu raze gama,prin metode magnetice (pulberi ),prin probe hidraulice de etansietate cu apa si aer la conductele sudate .
Gamagrafierea este obligatorie conductele cu Dn≥2̎ (Dn≥50mm) si se face prin sondaj la conducte mai mici de 2̎.In I.F se folosesc asamblarile prin sudura a tevilor si diferitelor componente cu tevile ca si la executia diferitelor echipamente specifice lor(vaporizatoare).
Sudura electrica se foloseste in inst.frigorifiga la executarea tevilor ,circuitelor pentru amoniac (din otel) iar cea autogena la imbinarea tevilor din cupru sau la racordarea schimbatoarelor de caldura .
Copyright © 2026 - Toate drepturile rezervate